Which Statement Concerning a Welding Process Is True?
Open access peer-reviewed chapter
Air Pollution in Welding Processes — Assessment and Control Methods
By Farideh Golbabaei and Monireh Khadem
Submitted: June 7th 2014 Reviewed: October 30th 2014 Published: October 21st 2015
DOI: 10.5772/59793
1. Introduction
Welding is a very common operation in many industries and workplaces [1, 2]. According to American Welding Society, it is defined as "a metal joining process wherein coalescence is produced by heating to suitable temperature with or without the use of filler metal" [3]. There is a variety of welding processes that are used in different working conditions. According to some reports, from 0.2 to 2.0% of the working population in industrialized countries are engaged in welding activities [4]. Worldwide, over five million workers perform welding as a full time or part time duty [5, 6]. These welders, depending on conditions, work in outdoor or indoor workplaces, in open or confined spaces, underwater, and above construction sites. Welding operators face various hazards resulting in different injuries, adverse health effects, discomfort and even death. Furthermore, air pollution due to welding leads to certain consequents on humans and environment. Therefore, there are strong reasons to deal with the welding processes and the working environment of the welder from different aspects. A large number of welders experience some type of adverse health effects. Other workers near the place where welding process is done may be affected by the risks generated by it [1, 7]. Totally, welding risks can be classified as risks deriving from physical agents and risks related to the chemical components. The main hazards related to welding include electricity, radiation, heat, flames, fire, explosion, noise, welding fumes, fuel gases, inert gases, gas mixtures and solvents. Welders may be exposed to other hazards not directly related to welding, such as manual handling, working at height, in confined spaces, or in wet, hot or humid situations, and working with moving equipment, machinery and vehicles. Welding in a static awkward or horizontal posture may result in musculoskeletal injuries, such as strains and sprains. Prolonged use of a hard hat and a helmet can cause strain on the neck. Furthermore, long-term exposure, repetitive motions with arms and hands, and tasks inducing high force may lead to cumulative effects, increasing risk of injury. The main components of welding emissions are oxides of metals due to contact between the oxygen in the air and the vaporized metals. Common chemical hazards include particulates (lead, nickel, zinc, iron oxide, copper, cadmium, fluorides, manganese, and chromium) and gases (carbon monoxide, oxides of nitrogen, and ozone). Recently, nanoparticles emitted by welding operations are considered as an important group of air pollutants and there is a need to assess particle sizes and size distributions when risk assessment is done. Each welding technique produces a distinctive range of particulate composition and morphology. Different and complex profiles of exposures may be related to various welding environments [8-10].
| | | |||
| | | | | |
| Ergonomic | + | + | + | + |
| Electric Shock | + | + | + | x |
| Bright light | + | + | - | + |
| Ultraviolet radiation | + | + | - | x |
| Toxic fumes and gases | + | + | - | + |
| Heat, Fire, and Burns | + | + | + | + |
| Noise | + | x | x | x |
Table 1.
The hazards associated with welding Processes
x No hazards, + Hazard present, - Hazard present if SAW flux is absent [11]
Advertisement
2. Welding technology
2.1. Applications
Welding is used extensively in various manufacturing industries including shipyards, automobile factories, machines, home appliances, computer components, bridge building and other constructions. Welding is used for manufacturing pressure vessels, heat exchangers, tanks, sheet metal, prefabricated metal buildings and architectural work. Also, welding is an applicable technique in maintenance operations and repair shops. It is used in mining, oil and gas transmission companies, piping systems, heavy equipment manufacturing, aerospace, electronics, medical products, precision instruments, electric power, and petrochemical industries. Perhaps artists and sculptors are the smallest group who use welding techniques to create artworks. Therefore, many things that people use in daily lives are welded or made by welded parts [12].
2.2. Workplace conditions
Welders, depending on conditions, work in outdoor or indoor workplaces, in open or confined spaces, underwater, and above construction sites. In some conditions, welding processes are carried out in confined spaces where the welding work area is surrounded on most sides by walls and there is no sufficient space for the installation of a conventional exhaust hood [1, 7].
Working in indoor environments includes all works which are done in buildings like workshops, repairing shops, storages, office, and any closed area in industries, factories, and other places. Welders may work in indoor areas to do welding tasks full time or part time. An important benefit of indoor workplaces is the protection against environmental factors such as rain, wind and sunshine. Outdoor workers spend long periods of time working in open areas. They are exposed to different hazards depending on their type of work, as well as geographic region, season, and the period of time they are outside. Outdoor works include agriculture, construction, mining, oil and gas transmission through pipelines, transportation, warehousing, utilities, and service sectors. Sometimes welders should work in such workplaces to do their tasks. Some workplace hazards related to outdoor areas include unpredictable weather conditions, bugs and wild animals, extreme heat, extreme cold, and ultraviolet (UV) radiation.
Many workplaces contain spaces that are considered "confined" because their configurations hinder the activities of employees who must enter, work in, and exit them. A confined space has limited or restricted means for entry or exit. Confined spaces include underground vaults, tanks, storage bins, manholes, reactor vessels, silos, process vessels, and pipelines. Confined spaces have the following characteristics: limited space, entry, or exit; poor ventilation and lack of safe breathing air. Welders may experience various hazards when welding in confined spaces, such as fire, explosion, electric shock, asphyxiation, and exposure to hazardous air contaminants [13-16].
2.3. Types of welding processes
There are different welding processes (over 50 types) that differ greatly in some parameters such as heat, pressure, and the type of equipment used. Welding process can be classified into various types based on different literatures. Some common types of welding are listed in five categories each of which includes some subcategories (Figure 1). The most common and known types of welding include:
-
Electrode diameter
-
Voltage
-
Wire feed speed and current
-
Welding speed
-
Shielding gas and gas flow rate
-
Torch and joint position
To perform an optimum welding, most of the mentioned parameters should be matched to each other. In addition to affecting the quality of welding, some of these parameters can influence the fumes and gases emitted from the process. However, the fume produced by MIG welding is less than that of SMAW. Unlike the SMAW that is discontinuous due to limited length of the electrodes, GMAW is a continuous welding process. There is no slag and no need for high level of operators' skill. Nevertheless, expensive and non-portable equipment is required, and also outdoor applications are limited because of the negative effects of weather conditions like wind on the shielding gas [17, 18].
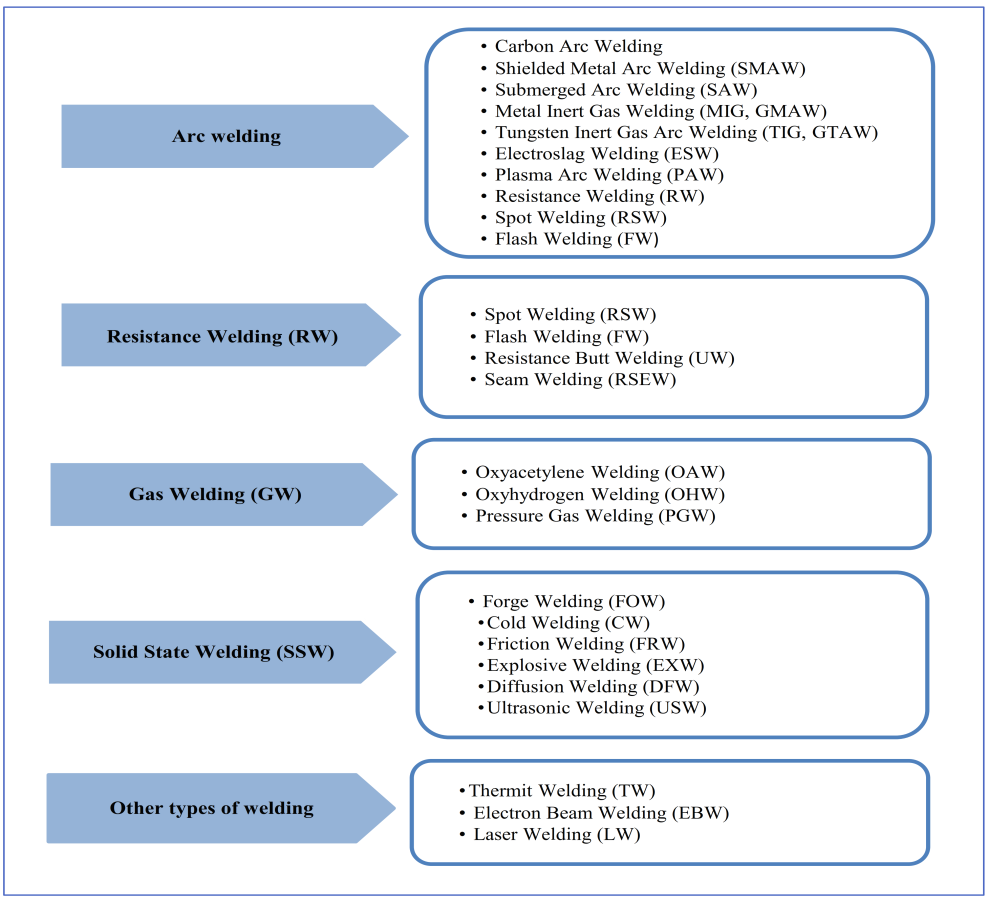
Figure 1.
Classification of welding processes [
Advertisement
3. Air pollution out of welding
According to Flagan and Seinfeld definition, "the phenomenon of air pollution involves a sequence of events: the generation of pollutants at and their release from a source; their transport and transformation in and removal from the atmosphere; and their effects on human beings, materials, and ecosystems" [19]. Air pollution is indoor or outdoor contamination by particulates, biological molecules, or other harmful materials that changes the natural characteristics of the Earth's atmosphere. Household combustion devices, motor vehicles, forest fires, and industrial processes are common sources of air pollution. Major industrial sources of particulate matter include the metals, mineral products, petroleum, and chemical industries. Air pollution is considered as a threat to human health as well as to the Earth's ecosystems. Based on WHO report, around 7 million people worldwide died due to the air pollution in 2012 [20]. Welding, as an important operation in most industries, can considerably cause air pollution. In all types of welding processes, fume and gases are formed as air pollutants. Due to high temperature during the welding process, different substances in the arc are vaporized. Then, the vapor condenses and oxidizes in contact with the air, leading to the formation of fumes. The fume particles are so small and they can reach the narrowest airways of respiratory system (respiratory bronchioles). Some parameters like the welding type and consumables (filler metal and surface coatings) determine the kind and amount of generated particles and gases.
The composition of welding fumes and their generation rate is a function of different parameters. Welding fume particles are in the fine (<2.5 μm) to ultrafine (<100 nm) respirable size and can penetrate into the alveolar regions of the lungs. The generation of fumes depends on:
-
-Amperage, voltage, gas and arc temperatures and heat input in the welding process
-
-Consumables like electrodes
-
-Materials
-
-Welding duration [9, 21].
The most common gases emitted during welding are ozone, nitrous gases and carbon monoxide. Phosphine and phosgene are the other gases that may be produced during welding. Gases are generated due to the high temperature and ultraviolet (UV) radiation from the arc. Like fumes, some factors can affect the emission of gases during welding processes. For instance, ozone formation during welding depends on process type, used material, and shielding gases. Welding gases can also be generated when surface coatings or contaminants contact with hot surfaces or UV radiation.
Along with harming human health, air pollution may lead to various environmental impacts. Air pollution can adversely cause critical impacts on the atmosphere and natural environment in many ways. Welding, as an industrial process, causes serious impacts on the environment depending on its operation mode and the technological equipment. Environmental pollution in welding process is the result of some parameters, such as high percentage of heat that is released into the environment and materials including large amount of gases and fumes. Some factors needed to carry out the welding operation include: energy, mineral or organic substances (protective gases, cooling water, oils, grease and protective substances etc.). These consumables can be harmful for the environment. Furthermore, produced waste during the welding processes results in undesirable impact on the work or natural environment. To protect the welding region and prevent oxidation, inert gases like carbon dioxide and argon are used because of their availability and low cost. They are used as shielding gases and have undesirable impacts on the environment. To protect the environment and keep the resource for future, energy conservation and reducing greenhouse gas emissions should be considered. In this respect, the average consumption rate, usage rate and the purity of products and consumables are important factors [22, 23].
The generation of fumes and gases is directly related to the welding process. Fumes emitted during manual metal arc welding (MMA) and MIG welding is the same. In some conditions, the level of fume generated during MIG welding (with solid wire) may be much lower in comparison with the fumes produced by MMA. In TIG welding, a lower level of fumes is emitted compared to MMA and MIG welding. The composition of fumes is directly associated with the composition of used wire. MMA welding causes adverse health effects because of forming the hexavalent chromium (Cr (VI)) in the process. In addition, high rates of emission of toxic compounds generate in MMA-stainless steel (MMA-SS) welding [24]. During TIG welding, very little fume are generated. Welding fumes may be composed of oxides of chromium, nickel and copper, with very low specific limit values. The individual elements and also their synergetic effect must be considered when assessing fume toxicity. Lower ozone and nitrogen oxides are emitted during TIG welding than those in MIG/MAG welding. The amount of mentioned gases during TIG welding is dependent on current, arc length and the flow and type of shielding gas. High electrical currents cause the significant levels of ozone, nitric oxide and nitrogen dioxide. During MIG welding, significant levels of ozone and nitrogen oxides are produced because of intense current levels.
There is a little information concerning emissions during plasma arc welding (PAW). Due to the similarity of TIG and PAW welding techniques, they may probably emit air pollutants with the same magnitude. MIG welding of aluminum produces larger quantities of ozone than TIG welding of aluminum. Forming more nitrogen oxides in the latter process will keep the emitted ozone levels down [25, 26]. A study by Schoonover et al. showed that welders performing MIG and SMAW are exposed to higher fume concentrations than welders performing TIG. According to mentioned study, exposure to manganese during MIG was nearly two and ten times higher than in SMAW and TIG, respectively. In fact, not using a consumable electrode during TIG welding results in lower exposures. The highest average exposures occur in SMAW, followed by GMAW, and GTAW [21]. K. Fuglsang et al. investigated the Fume Generation Rates (FGR). This rate for MMA was 3-5 times higher than that found for MAG and MIG. The same FGR was found for TIG and MIG/MAG welding [27].
Various welding processes generate particles in different size distributions. Particles produced during MMAW, MAG, MIG, and laser welding are quite similar in size. Resistance Spot Welding (RSW) and TIG welding have a completely different structure for particle size distribution. These techniques produce particles smaller than 100 nm, in which, at least 90% are smaller than 50 nm. Particles generated during processes with high mass emission rates (MMAW, MAG, MIG, and Laser) have diameters about 100–200 nm and there are few nanoscaled particles between them. Processes with low mass emission rates (TIG and RSW) generate exclusively particles smaller than 50 nm; however, the number concentration of particles in these techniques is similar to the others. Although, welding types with low mass emission rates are called "clean techniques", their potential toxicological properties and health effects due to exposure to nanoscaled particles should be further studied [28].
A study by Keane M. introduced the pulsed axial spray method (from MIG process) as the best choice of the welding processes because of minimal fume generation (especially Cr (VI)) and cost per weld. The advantages of this method include usability in any position, high metal deposition rate, and simple learning and use. Totally, the highest amounts of fume are produced by the self-shielded cored wire electrodes. These electrodes are used without a shielding gas. Using solid wire electrodes results in emission of ozone and nitrogen oxides as in MAG welding [25, 29].
Airborne particles with diameter smaller than 100 nm are known as nanoparticles or ultrafine particles. According to researches, nanoparticles are more harmful to human health than larger particles. They can deeply penetrate inside the respiratory system and then enter the blood stream. The main character of nanoparticles is the high surface area, and their toxicity depends on the shape and penetration potential inside the respiratory system. In addition to the emission of fine particles with diameter less than 10 μm, nanoparticles may be emitted during welding operations. Some studies have indicated that the highest values of nanoparticles are related to MAG and TIG processes when applying the highest current intensities. Therefore, the higher amounts of nanoparticles are emitted by processes in which the higher energy intensities are used.
As it was stated, the emission of nanoparticles during welding operations increases with the increase of welding parameters like current intensity. Welding with short-circuit mode results in lower value of nanoparticles, because its low current intensity and tension causes an electric arc with lower temperature and thus emitting lower amounts of elements. Also, the high quantity of nanoparticles is generated by the stainless steel welding, which can be related to the presence of helium in the gas mixture of welding. Helium, due to high ionization energy, results in electric arc with high temperature that generates higher values of nanoparticles. Furthermore, the study of different base materials indicated that the higher quantity of nanosized particles is obtained for stainless steel compared to carbon steel. According to data from different investigations, the lowest level of ultrafine particles deposited in alveolar region of lungs was related to FSW, followed by TIG and MAG. Totally, all welding processes can result in deposition of a significant concentration of nanosized particles in lungs of exposed welders [30-32].
Advertisement
4. Welding health effects
Fume and gases emitted during welding pose a threat to human health while welding. The exposures may be varied depending on where the welding is done (on the ship, in confined space, workshop, or in the open air). The welding process and metal welded affect the contents of welding fumes. On the other hand, physical and chemical properties of the fumes and individual worker factors are effective on deposition of inhaled particles. In this respect, particle size and density, shape and penetrability, surface area, electrostatic charge, and hygroscopicity are the important physical properties. Also, the acidity or alkalinity of the inhaled particles are the chemical properties that may influence the response of respiratory tract. Welding gases can be classified into two groups; some gases are used as a shielding gas and the others are generated by the process. Shielding gases are usually inert, therefore, they are not defined as hazardous to health but they may be asphyxiants. Gases generated by welding processes are different based on welding type and may cause various health effects if over-exposure occurs. Welding emissions depending on some factors like their concentration, their properties, and exposure duration can lead to health effects on different parts of human body.
Advertisement
5. Exposure standards for welding emissions
Usually, exposure standards apply to long term exposure to a substance over an eight hour work per day for a normal working week, over an entire working life. Some organizations like American Conference of Governmental Industrial Hygienists (ACGIH), National Institute for Occupational Safety and Health (NIOSH), and Occupational Safety and Health Administration (OSHA) have published the exposure standards for various components in welding fumes and gases (table 2). According to Work Safe Australia exposure standards cannot be used as a fine dividing line between a healthy and unhealthy workplace. Adverse health effects below the exposure limits might be seen in some people because of individual susceptibilities and natural biological variation. ACGIH, however, recommends a TLV-TWA (Threshold Limit Value-Time Weighted Average) of 5 mg/m3 for total welding fume, assuming that it contains no highly toxic components. Each metal or gas within the welding has its own exposure standard. As Table 2 indicates, biological media, Biological Exposure Index (BEI), and carcinogenicity class have been proposed for some welding emissions [55, 56].
| | | | | | |
| | 15 (Total) 5 (res) | 5 | 5 | ||
| | 0.01 | 0.002 (Ceiling) | 0.01 | 35 μg As/L | A1 |
| | 0.5 | 0.5 | 0.5 | ||
| | 0.002 | 0.5 (Ceiling) | 0.002 | A1 | |
| | 0.005 | LFC (Ca) | 0.01 (Total) 0.002 (Res) | 5 μg Cd/g creatinine | A2 |
| | 0.1 | 0.05 | 0.02 | 15 μg Co/L | A3 |
| | -- | 0.001 | 0.05 | 25 μg Cr/L | A1 |
| | 1 | 0.5 | 0.5 | A4 | |
| | 0.1 | 0.1 | 0.2 | ||
| | 10 (as Fe) | 5 | 5 | A4 | |
| | -- | -- | -- | ||
| | 5 (Ceiling) | 1 | 0.2 | range 0.5 to 9.8 mg/L; up to 50 mg/L for occupational exposure | |
| | 5(Soluble) 15 (Insoluble) | -- | 5 (Soluble) 10 (Insoluble) | ||
| | 0.05 | 0.1 | 0.05 | 30 μg /dL (whole blood) | A3 |
| | 1 | 0.015 (Ca) | 1 | 10μmol/mol creatinine | Elemental (A5) Insoluble inorganic (A1) |
| | 0.002 (Soluble) | 1(Metal) 0.002 (Soluble) | 1 | ||
| | 0.2 | 0.2 | 0.2 | ||
| | 0.01 | 0.01 | 0.1 | ||
| | 0.1 | 0.1 | 0.1 | ||
| | 0.1 | 0.1(Soluble) | 0.1 | 50 μg Th/g creatinine | |
| | 15 | LFC (Ca) | 10 | ||
| | 0.1 (Ceiling) | 0.05(Ceiling) | 0.05 | 50 μg V/g creatinine | |
| | 5 | 5 | 5 | ||
| | 5 | 5 | 5 | ||
| | -- | LFC (Ca) | 5 | ||
| | 50 ppm | 35 ppm | 25 ppm | 3.5% of (Hemoglobin) 20 ppm (end-exhaled air) | |
| | 5 ppm (ceiling) | 5 ppm (ceiling) 1ppm (STEL) | 3 ppm | ||
| | 0.1 ppm | 0.1 ppm | 0.08 ppm |
Table 2.
Exposure limit of each individual constituent of welding components
LFC=lowest feasible concentration; Res=Respirable; Ca=NIOSH potential occupational carcinogen [55, 57, 58]
Advertisement
6. Welding monitoring and risk assessment
6.1. Monitoring of welding emissions
Managing the risks of pollutants generated by welding process is carried out in some steps inculing identifying hazards, assessing the risks arising from these hazards, eliminating or minimising the risks via proper control ways, and checking the effectiveness of controls. Monitoring the welder's exposure is a main component of risk management process. Welding process leads to chemical exposures to fumes and toxic gases in enormous quantity. The hazard identification and risk assessment are necessary to work safely in a welding environment. Enough information, education, training and experience are required in this respect. In addition to the full-time welders, a large number of part-time welders who work in small shops and workers in the vicinity of the welding process may also be exposed. There is a greater potential for exposure due to welding in confined spaces with poor ventilation such as ship hulls, metal tanks and pipe, therefore, monitoring such welders should be seriously considered.
As it was stated previously, the level of welder's exposure to welding emission depends on some factors like the process type, process parameters, and consumables used. Materials and consumables used in welding determine the chemical composition of welding emissions. The specific toxicity of each element and the synergetic effect of generated constituents must be considered to evaluate the exposure status of welders. There are some other workplace specific factors, including the ventilation condition, welder position or posture, and the volume of welding room, that influence the exposure level. The emission rate and also its concentration in the breathing zone of the welder or in the work environment are directly related to the mentioned factors. When it is probable that the welders' exposure will be exceeded the prescribed limits, or when the workers' health and the environment are at risk, the monitoring of hazards and the risk assessment program are required. To evaluate the hazards caused by different welding emissions, collecting various information is recommended. Air monitoring and measuring related pollutants via personal and environmental sampling, biological monitoring, workplace assessment with regard to physical and chemical hazards, and occupational medical findings can be used to evalute the welder's exposure status compeletely [59-60].
Within recent years, standard practices have been developed to monitor exposures considering the occupational exposure limits for elements. Most measurements are made using personal monitoring systems with a pump at a proper flow rate connected to a cassette containing a membrane filter for a suitable period of time. To obtain the accurate result, filter cassette must be placed inside the welding helmet. Time-weighted average concentrations of total fumes is obtained by weighing the filter before and after exposure; the concentrations of elements are determined by chemical analysis methods provided by related organizations like American Welding Society and British Standards Institution [51], NIOSH Manual of Analytical Methods (NMAM) for metals in air and urine and OSHA Sampling and Analytical Methods are used to monitor the welding workplaces. In these methods, analysis of metals is performed by Inductively Coupled Argon Plasma-Atomic Emission Spectroscopy (ICP-AES) after sample preparation by acidic ashing [61, 62]. It is worth mentioning that the microwave digestion can be used instead of acidic ashing to prepare samples, leading to reduction in ashing time up to 90 percent, as well as cost saving and providing a healthier work environment for laboratory operators. Golbabaei et al. used the microwave digestion to prepare urine samples before urinary metal analysis by graphite furnace atomic absorption spectrometry [52].
As it was stated previously, there are different workplace conditions for workers who are welding in confined spaces compared to other welders. Limited access and little airflow or ventilation are the characteristics of a confined space. Hazardous concentrations of welding emissions can accumulate very quickly in such small spaces. Hazardous concentrations of welding emissions can accumulate very quickly in such small space. Thus, confined spaces should be monitored for toxic, flammable, or explosive emissions to evaluate welders' exposure. In some situations, continuous air monitoring may be necessary when workers are welding in a confined space with special conditions. Golbabaei et al. conducted an investigation to assess the risk related to welding pollutants for welders who work in confined spaces. Almost for all analyzed metals, there were significant differences between back welders and controls. Back welding is a task that workers perform welding inside the pipe as a confined space. Based on risk assessment, back welding was a high risk task [16]. These authors in another study assessed the welder's exposure to carcinogen metals (Cr, Cd, and Ni). The NIOSH methods were used for sampling and measurement of metals. Back welders group had maximum exposure to total fume and mentioned elements [52].
Determination of occupational exposures to gases must be based on workplace measurements, because the local ventilation and workplace design can affect the actual concentrations of toxic gases (ozone, carbon monoxide, nitrogen oxides) in the welders' breathing zone. Hariri et al. surveyed the appropriate personal sampling methods to measure the welding emissions in small and medium enterprises. They proposed NIOSH methods to evaluate the fumes and direct reading instruments for measurement of gases. Also, they offered some guidelines for correct assessment of welding workplaces [60]. Choonover et al. showed welders were exposed to higher concentrations of NO2 and O3 than controls. These gases were collected on pre-treated filters with proper solutions. Then, NO2 and O3 were analyzed by spectrophotometry and ion chromatography (IC), respectively [21]. Azari et al. conducted a study to evaluate exposure of mild steel welders to ozone and nitrogen oxides during TIG and MIG welding. OSHA ID214 and NIOSH 6014 methods were used to evaluate ozone and nitrogen oxides, respectively. High exposure of welders to these gases was reported in the study [64]. Golbabaei et al. also used OSHA and NIOSH methods as well as direct reading instruments for sampling and measurement of various gases [65].
Although there are various techniques for monitoring of welding emissions (both fumes and gases) in air samples, selecting the proper ones depends on some parameters. Availability of sampling media, sample storage time, and the simplicity, cost, time and sensitivity of analytical technique are essential to planning proper sampling strategies. It is necessary to consider those workers who probably have the highest exposures due to used materials and processes, the characteristics of their tasks, their postures during welding, the conditions of work environment, and other pollutants from processes in the vicinity of welding environment. It is known that high concentrations of some welding fumes and gases can also be explosive; therefore, the workplace should be tested to ensure a safe working environment [61, 66].
Ellingsen et al. studied the concentration of manganese in whole blood and urine in welders. Concentration of Mn in whole blood (B-Mn) was about 25% higher in the welders compared to the controls. The increase in B-Mn and the dose-response relation between air-Mn and B-Mn in the welders are strong indicators of Mn. Long-term high exposure to welding fumes may lead to alterations of the urinary excretion of certain cations that are transported through the DMT1 transport system (divalent metal transporter 1 that is found on the surface of the lung epithelial cells) [67]. Kiilunen study showed the metal concentration in post shift urine samples were correlated with the personal air monitoring results. There were statistical significant correlations between urinary concentrations of chromium and nickel and the related total metal concentration in air in wire welding processes. Also, in MIG/MAG welding, chromium is accumulated in the body with a long half life. There is an association between the airborne concentration of nickel and its post shift urinary concentration. In welding, the nickel concentration in post shift urine samples can indicate the body burden [68]. In a study conducted by Hassani et al. the correlation between airborne Mn and urinary Mn was significant for all exposed subjets. The obtained result can introduce the urinary Mn as a biomarker for exposure to this element [69]. Azari et al. measured the serum level of malondialdehyde in welders. Serum MDA of welders was significantly higher than that of the control group. A significant correlation was detected between ozone exposure and level of serum MDA, but the correlation was not observed for nitrogen dioxide exposure [64]. Rossbach recommended the determination of Al in urine for biological monitoring because of the higher sensitivity and robustness of this marker compared to Al in plasma [70]. Golbabaei et al. analyzed the urinary metals among the different groups of welders. According to the results, exposure of welders to fume components leads to more accumulation of them at welders' bodies [52]. Based on different studies, the soluble metal compounds are accumulated in the body, affecting the critical organs. Urinary concentration of metal is used as a biomarker of metal exposure. Therefore, biomonitoring serves as an appropriate tool to monitor both the recent and past exposure and it can be related to the total chemical uptake through all exposure routes [69].
6.2. Risk Assessment of welding emissions
Risk is defined as the possibility of occurance of an event leading to clear concequences. Evaluating risks to workers' safety and health is conducted in risk assessment process. It is performed in some steps including:
-
Hazards identification and those at risk
-
Evaluating the risks (qualitative or quantitative)
-
Elimination or minimization of risks via implementing control measures and taking actions
-
Monitoring and reviewing the effectiveness of adopted controls
The severity of hazard and the exopsure level determine the health risk and the type of chemical and nature of work are important factors in this regard. All workers in the vicinity of a special activity should be considered to assess the risk associated with chemical hazards, because they may potentially be at risk of chemicals emmitted by that activity.
In welding environments, employers are resposible to ensure the safety and health of welders and take proper measures for their protection. Although, preventing the occupational risks is the main purpose of risk assessment, it is not possible in all situations; therefore, risks should be reduced using control measures. There are different hazards related to welding process resulting in risks to welders. Chemical hazards, physical hazards, and those associated with ergonomics threaten the health of welders. Since this text deals with air pollution, the risk assessment of welding emissions i.e. fumes and gases is considered. Hazardous chemicals in the workplace result in different risks to workers.
There are different methods to do risk assessment of chemicals in which some principles should be considered. These principles include addressing all relevant hazards and risks and beginning the elimination of risks, if it is possible.
The ministry of manpower of Singapore has published a guideline intitled "semi-quantitave method to assess occupational exposure to harmful chemicals"[75]. This method may be useful to assess the risks resulting from welding emissions. Risk assessment is conducted for following purposes:
-
Identifying the hazards related to each harmful chemical
-
Evaluating the degree of exposure to chemical of interest
-
Determining the likelihood of chemical adverse effects
A risk rating to different tasks can be designate using the mentioned method. After that, using risk rating matrix, hazards are ranked as negligible, low, medium, high and very high (legends 1 to 5) and required actions are prioritized to select appropriate controlling plans. This guideline deals with the health risk to workers exposed to chemicals via inhalation. There are eleven steps for hazard identification and rating, exposure evaluation, and assessing risk. The actual exposure level is required for determination of exposure rating and risk level. A step by step flow chart for assessing the risk, forms needed for completing some steps, and different tables and equations for evaluating the risk have been provided by guideline. All components to assess the risks are available in guideline and it can be used for risk assessment of welding emissions in a simple and fast way. Following, the process flow chart has been presented to understand the consept of risk assessment.
Golbabaie et al. used mentioned guideline to assess the health risks arising from metal fumes on back welders. Risk assessment was performed according to the steps previously explained. Cadmium concentration was ranked as "very high" group. Also, total fumes, total chromium, and nickel were ranked as "high" legend. Findings indicated back welding is a high risk task. High concentration of metals confirmed that working in confined spaces creates a great risk for welders. In some cases as in cadmium despite the rather low concentration of the pollutants, the risk is ranked as "very high" due to the carcinogenisity nature of this element. Therefore, it is not always possible to judge the health hazards of the pollutants based on their concentrations.
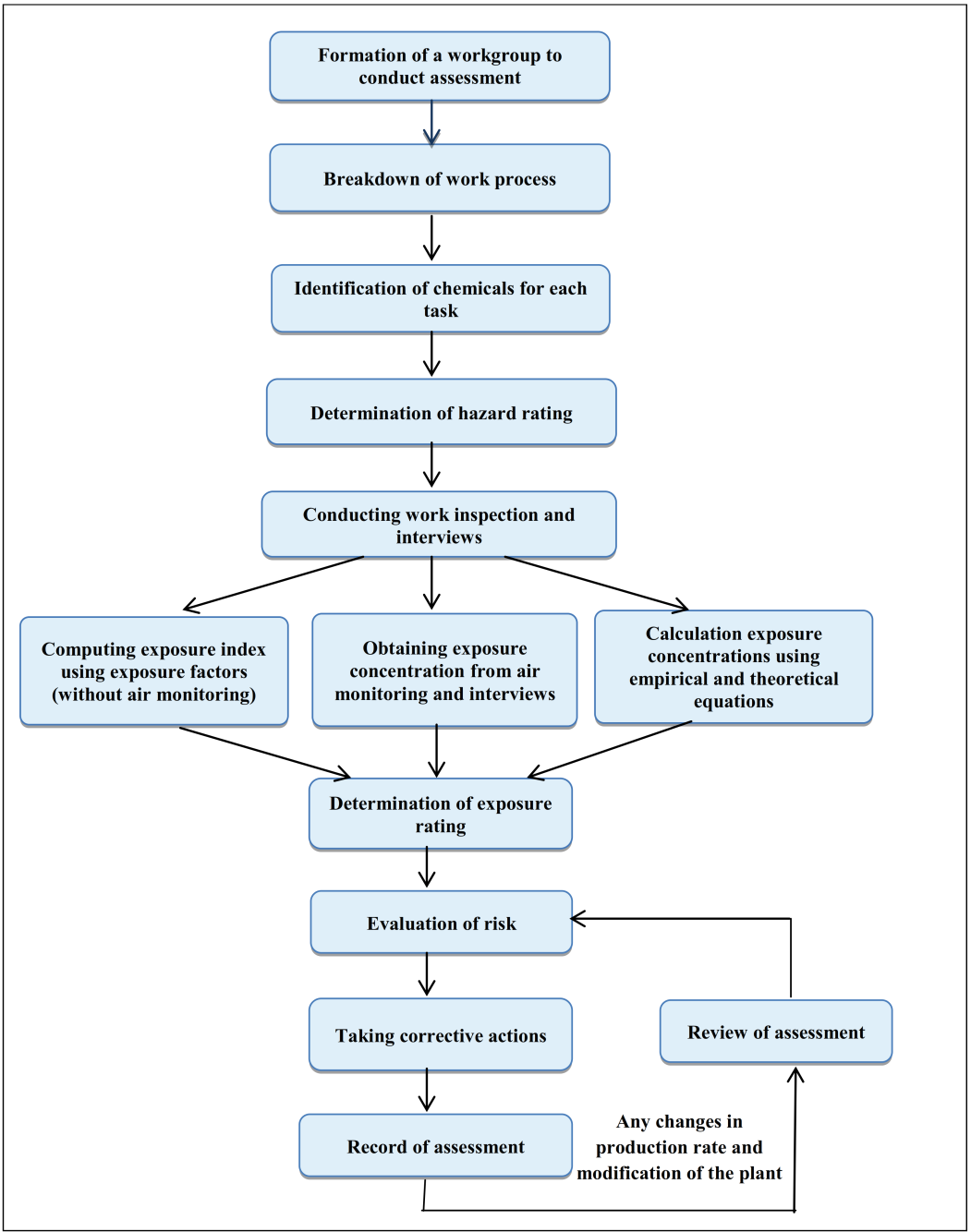
Figure 2.
Process flow chart of semi quantitave method for chemicals risk assessment [
Following the risk assessment, employers can decide on required preventive measures, the working and production procedures, and also improving the level of welder protection. To complete risk assessment of welding chemicals, data related to air monitoring, biological monitoring, and health monitoring may be required for true judgement. Totally, risk assessment in workplace can result in some advantages. Workers do their tasks in a safe manner; employers provide appropriate programs to prevent high exposure and increase job satisfaction; regulators and related organizations can reliably present health and safety standards. The process of risk assessment is a basis for risk management to reduce welding hazards by choosing correct actions [76-77].
Advertisement
7. Occupational control
Air pollution control deals with the reduction of air pollutants emitted into the atmosphere using different technologies. Sometimes, managing the production process is used to control air pollutant emisstion, therefore, checking the production process can be useful for beginnig the air pollution control. Elimination of a hazard is the first aim to control related risk. In essence, keeping the pollutant emission at the minimum level during the process is the main purpose of controling the air pollution. Based on the risk assessment results, employers can decide for control of risk using proper ways. There are various ways to control the risk of chemicals like welding emissions. If the hazard elimination in not reasonably practicable, other approaches are used to minimize the risk. Substitution, isolation, engineering controls, work practices, and personal protective equipment (PPE) are used to reduce risks to the lowest practicable level in order of priority. Using personal protective equipment is the least recommended control way. To provide a layered safety net, a combination of several control ways may be adopted for preventing risks [66, 76, 78]. In the case of welding, if the elimination of fumes is not practicable, other controling measures should be applied. Modifying the welding process, improving working practices, ventilation, and using PPEs are considered in order to control of fumes.
7.1. Choosing or modifying the welding process
Employers can choose the welding type for production process based upon its efficiency, weld quality, available equipment, and economics. For instance, TIG welding generates less fume compared to MMA, MIG and FCAW processes, so, it can be a proper choice for welding operations. In order to modify the welding process, selecting consumables with minimum fume emissions and considering the welding parameters to minimize the emissions are recommended to employers. The generation of welding fumes is minimized using the lowest acceptable amperage. To optimize the process modification, paying attention to consumables, equipment, and control system is necessary. Selecting proper consumbles leads to minimizing the environmental impacts and controling risks to welders. Welding on non-painted or coated surfaces can also reduce the production of emissions. Process modification in welding results in decreasing needs for administrative controls and other expensive procedures, and also simplifying the process of risk assessment.
7.2. Improvement of working practices
Working practice, the way used to do work, can be improved for control of workers' exposure. Safe work practices are provided by company or organization to perform a task with minimum risk to workforce, environment, and process. Such practices control the manner of performing work and complete engineering measures. Placing the workpiece, as an improving measure, can keep the welders away from plume rising above the weld. Minimizing the welding in confined or enclosed spaces leads to reduction of exposure to pollutants. Proper training programs, housekeeping, maintenance, and doing task on time are the safe welding habits to reduce exposure. Consequently, welding based on safe practices and instructions results in healthier workplace and diminishing the risks of exposure to hazardous emmisions [79, 80].
7.3. Ventilation
Ventilation is the most effective way for removing welding emissions at source to reduce exposure to fumes and gases in welding operations. Designing the ventilation system in accordance with the types of hazardous emissions results in providing a safe atmosphere in the workplace. This control procedure is classified into dilution (general) ventilation and local exhaust ventilation (LEV). The most efficient method to control welding emissions is the combination of LEV and dilution ventilation.
For welding processes like stainless steel or plasma arc welding in which fumes containing heavy metals are generated, the LEV system can effectively be used to control worker's exposure. A local exhaust ventilation consists of a hood, fan, duct, and air cleaner. All parts of LEV system must be designed according to correct rules and requirements to remove air pollutants with appropriate efficiency. For instance, the ducting material and structure, air velocity through ducts, the number of branches, and the probability of the leakage and corrosion are important factors related to duct that can affect the LEV system. There are some considereations to select a suitable fan for the system. Some variables such as pressure, flow rate, power, noise, and rotation speed are the main characteristics influencing on the fan performance. Air cleaner is a device to capture welding emissions before it can escape into the ambient air. To select an appropriate air cleaner, some design considereations need to be addressed. Size and shape of welding space, pollutants generation rate, pollutant composition, cost of devices, process type, and the availability of equipment may be effective factors in this respect. In welding processes, source capture systems can be the ideal choise to control fume contaminants using the least air flow rate. In some situations, a source capture system cannot be used. For example situations in which worker has to work on mobile positions; there are a large number of small welding points producing hazardous emissions; welding must be done in confined spaces; and there are some obstructions like overhead cranes leading to problems with ducting installation. Dust collectors (filtration units) and electrostatic precipitators (ESP) can also be used as air cleaners to capture welding emissions before escaping into the environment. ESPs are ideal to collect submicron particles, especially in carbon steel welding. Although the efficiency of ESP is lower than filtration system, it needs very little maintenance and also there is no cost for filter replacement. ESPs are not recommended for stainless steel welding.
Some general considereations should be addressed to design a LEV system. Ducting system should be resistant to the captured emissions; the risks of contaminants accumulation and fire propagation in ducting system should be taken into account; exhausted air containing welding emissions should not be discharged where other workers or people are present; any draught from open doors or windows should be considered because of interference with hood performance. In addition, a maintenance program is required to ensure that control measures remain effective. For instance, regular inspections of LEVsystems should be carried out to check their effectiveness. As an other maintening plan, periodic air monitoring is done to ensure the system has proper performance. Therefore, as well as correct and completed design of LEV system, other elements like employee training, proper use, cleaning, and maintenance are required to achieve the effective protection.
7.4. Respiratory protection equipments
Personal protective equipment (PPE) should not be used instead of other control measures, but sometimes they may be required along with engineering controls and safe work practices. Respiratory Protection Equipments (RPEs) are used to protect the workers against inhalation of hazardous emissions in the workplace, where exposures cannot adequately be controlled by other ways.
Using a respirator not selected appropriately leads to a false sense of protection for wearer and exposure to hazardous substances. It must be specific to the pollutant and fitted, cleaned, stored and maintained based on provided standards and guidelines for respirators. Each RPE has a protection factor (PF) that is determined as the ratio of the concentration of the pollutant outside the respirator to that inside the respirator. There is a wide range, from low to high, for protection factors. Some organizations like NIOSH have provided required equations and tables to calculate protection factors for respirators. There are different types of respirators and it is possible to select the most appropriate type for existing circumstances. In welding processes, respirators should be selected in accordance with generated emissions, welding type, welding task, and working conditions. For example, NIOSH recommends a self-contained breathing apparatus for welding in confined spaces because the oxygen concentration in the space may be reduced due to welding. Also, a combination of particulate/vapour respirator may be used because of the generation of both of fumes and gases during welding. A standard program is needed for using raspiratory protection devices. Some requirements are followed in this program including hazard assessment, selecting the appropriate respirators in respect of pollutants, respirator fitting test, worker training on how to use respirator correctly, inspection and maintenance of respirator, and recordkeeping. There are two types of RPE. The first type is respirators that clean workplace air before being inhaled and the second type is air-supplied respirators in which air supply is separate from workplace atmosphere. Totally, the suitable RPE for welding processes should be selected by an expert and based on fume concentration, presence of toxic gases, and the probability of oxygen deficiency. Selecting air-purifying respirators with correct filtration cartridge results in protection of welders from low levels of metal fumes and welding gases [87, 88].
Advertisement
8. Conclusion
Air pollution is contamination of the indoor or outdoor environment, leading to changes in the natural characteristics of the atmosphere. In all welding processes, various types of air pollutants are generated. Air pollutants created by welding include fumes and gases whose composition and emission level depend on some factors such as the welding method, welding parameters (current, voltage, shielding gas and shielding gas flow), base metal and other consumables. Exposure to excessive levels of fume and gases can cause different adverse health effects on workers. Since a large number of workers are exposed to welding emissions and also the generated pollutants have negative impacts on environment, a risk assessment program is required to protect workers and environment by suitable procedures. In an effective program, worker's safety and health is considered by management as a fundamental value.Taking different precautions can improve the welder's work situation. There are various techniques for evaluating and monitoring welding pollutants in air samples and biological matrices and also different procedures for their control. Selecting the proper engineering controls can lead to protection of workers and environment. During the risk assessment program and selection of control measures, it is necessary to consider nanoparticles emitted by welding operations. Particle sizes and size distributions of welding emission are critical to determine the efficient control devices. In some cases, breathing zone protection can be used. Health hazards can be reduced by choosing a correct welding helmet and by using the proper shielding gas and welding parameters. It is worth mentioning that proper information should be provided for workers about hazards of their tasks. The welder should be informed of operating techniques and all procedures that reduce welding fumes. The training programs should be included proper ways to perform tasks and proper work practices to reduce fumes. This program includes safety training, monitoring the good safety practices and good environmental practices. Also, the respirator and cartridge selection, fit-testing and respirator maintenance and storage are considered in a suitable training program. Furthermore, employers must be informed about industrial hygiene programs at workplaces and quantitative risk assessment for workers exposed to hazardous compounds. In recent years, different organizations have focused on climate change and environmental impacts of all industrial activities including welding. Various laws, instructions, and guidelines have been provided for protecting the air, environment, and water. Employers are responsible for the purchase of proper welding equipment to meet environmental requirements and choose more environmentally friendly processes.
© 2015 The Author(s). Licensee IntechOpen. This chapter is distributed under the terms of the Creative Commons Attribution 3.0 License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
How to cite and reference
chapter statistics
3839 total chapter downloads
5 Crossref citations
More statistics for editors and authors
Login to your personal dashboard for more detailed statistics on your publications.
Access personal reporting
Related Content
This Book
Next chapter
Aldehyde Measurements in Indoor and Outdoor Environments in Central-Southern Spain
By Florentina Villanueva, Araceli Tapia, Inmaculada Colmenar, José Albaladejo, Beatriz Cabañas and Ernesto Martínez
Related Book
First chapter
Observational Study of Black Carbon in the North Suburb of Nanjing, China
By Lili Tang, Shengjie Niu, Mingliang Yan, Xuwen Li, Xiangzhi Zhang, Yuan Zhu, Honglei Shen, Minjun Xu and Lei Tang
We are IntechOpen, the world's leading publisher of Open Access books. Built by scientists, for scientists. Our readership spans scientists, professors, researchers, librarians, and students, as well as business professionals. We share our knowledge and peer-reveiwed research papers with libraries, scientific and engineering societies, and also work with corporate R&D departments and government entities.
More About Us
Which Statement Concerning a Welding Process Is True?
Source: https://www.intechopen.com/chapters/48086
0 Response to "Which Statement Concerning a Welding Process Is True?"
Post a Comment